
Predictive material and resource planning (pMRP) is a tool that allows the production planner to perform a simulated planning run and evaluate the planning results to take corrective actions when they are needed.
However, each company may have its own requirements to run a simulation, and there are many different business scenarios that may require simulations. pMRP takes into consideration the main business scenarios for which companies would need to run MRP simulations. We will examine these business scenarios in this blog post.
Validate the Demand Plan
Companies traditionally plan the quantities of material they will purchase and produce based on forecasts. These forecasts are determined in the sales and operations planning (S&OP) or integrated business planning (IBP) meetings. In those meetings, sales, manufacturing, and purchasing leaders sit together, and the sales team provides the input regarding how much they expect to sell in the following months. The manufacturing team will consider how much can be produced, and the purchasing department will provide inputs regarding the suppliers’ capacity to provide the components. The output is generally a demand plan, with the actual quantities to be produced of finished products in the following months.
The main use case for pMRP is to validate whether the quantities agreed upon in the S&OP or IBP meeting are actually feasible. pMRP will take the demand plan for the finished product as an input, and it will explode the BOM, generating a simulation plan for all levels of semifinished products and raw materials. It also will run a simulated lead-time schedule, considering the information from the routings (or master recipes) and generating a simulated capacity plan for the work centers.
This kind of simulation will provide visibility into the overall work center load, and it will help companies anticipate any potential capacity bottlenecks in the manufacturing plants. Based on this capacity simulation, capacity planners and plant managers can validate whether they have enough resources in their plants to produce the quantities the company is planning to sell. Based on this simulation, the forecast can be adjusted to ensure that it will be feasible and won’t lead to any capacity or raw material shortage.
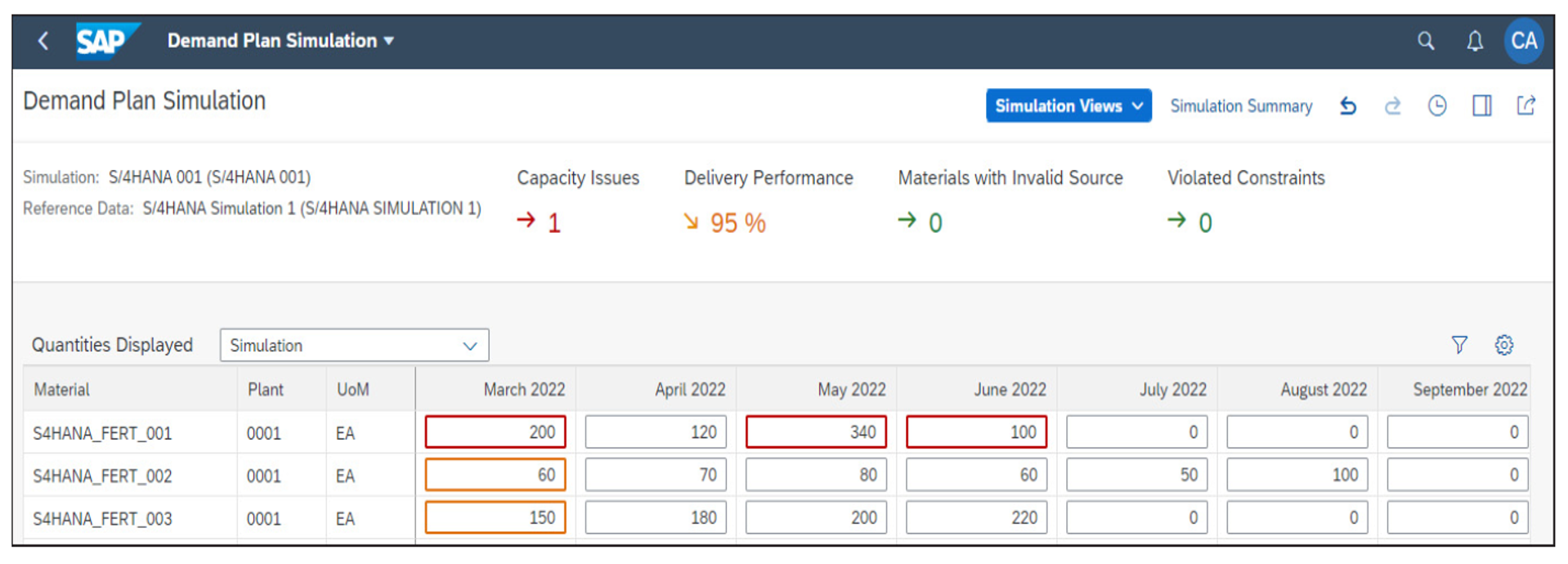
The figure below shows an example of a pMRP simulation, where each line represents a material and the forecasted quantity for a specific month. The header shows an overview of the simulation key performance indicators (KPIs), and we can observe that one capacity issue appears for the forecasted quantities. Within the simulation, we can adjust the demand plan to ensure that we will not have any capacity issues, and this will affect the delivery performance. The more we reduce the quantities to ensure that there won’t be any capacity issues, the lower the delivery performance. For example, the delivery performance in the figure is 95% because the quantity in the month of March was reduced to ensure that there would be enough capacity in the work centers.
Besides the work center capacity, pMRP will also bring visibility into the total requirement quantities for the components needed to fulfill the quantities planned in the S&OP meetings. In this way, you can anticipate possible supply chain problems and ensure that vendors will be able to provide enough raw materials.
pMRP allows us to define flexible constraints for our products—for example, defining that a maximum quantity of a certain material can be produced or purchased. If this quantity is exceeded, pMRP will generate an alert, bringing our attention to this specific situation and allowing us to replan and avoid a possible material shortage in advance.
Capacity Planning
In the previous section, we discussed how pMRP can be used to validate a forecast, bringing visibility into possible capacity shortages and work center overloads. However, from a business perspective, pMRP’s capacity planning simulation will not be only used to validate the forecast but also to provide insights about the future capacity load and allow the planner to simulate changes to avoid a capacity overload.
A capacity planner can use pMRP capacity simulations to anticipate possible changes in the plant production lines and in the plant shift schedules, adding new shifts or shutting down production lines according to the demand plan and the required work center capacity.
For example, if there are a couple of months when the forecasted quantities are above the plant capacity, the plant manager will have this visibility, and he or she will be able to plan for an additional shift during these months. Similarly, if there are months when the forecasted quantities will be below expected quantities, the manager can plan to shut down a specific production line for preventive maintenance or cleaning.
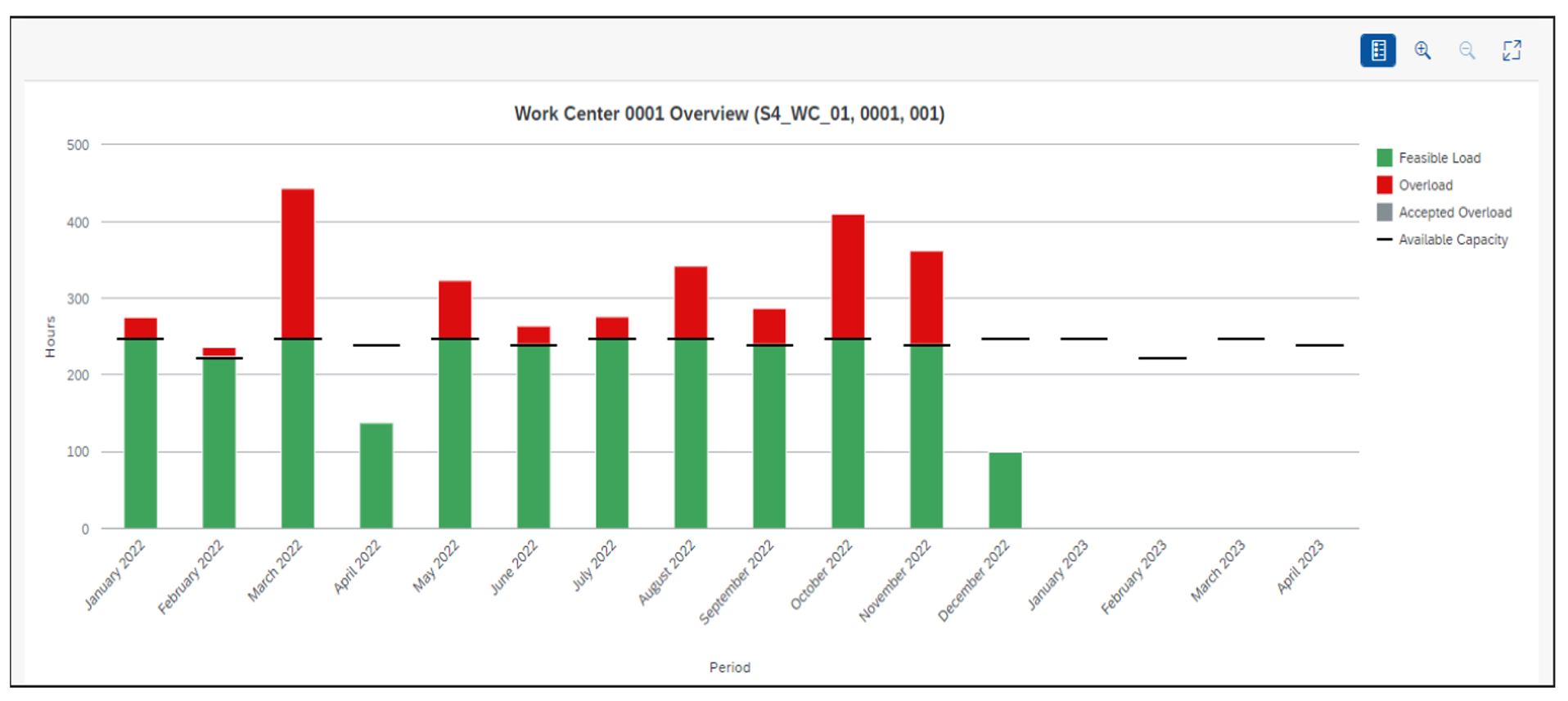
The figure below shows the pMRP Work Center Overview, which displays the capacity load on a work center on a chart and highlights capacity issues so that you can easily identify them. The production planner can simulate different types of actions to avoid a capacity shortage, and the chart will immediately reflect those actions.
Based on the pMRP simulation, the shop floor managers can prepare for the upcoming capacity changes. They will be able to take operational measures, like adding a shift and hiring employees, or take more strategic actions, such as building a new production line or subcontracting part of the manufacturing process.
Purchasing
As we have seen in the previous section, pMRP will bring visibility into any capacity issues in the production work centers for finished and semifinished materials. Additionally, it can also be very useful for raw material products that are purchased from a supplier.
When a demand plan is created for a finished product, the BOM will explode, and the required quantity for all the levels of components will be calculated, including raw materials. This visibility of the required quantities of raw material that the business will need in the future is very important for the purchasing department so that they can discuss this plan with suppliers and ensure that there will be no disruptions to the supply chain.
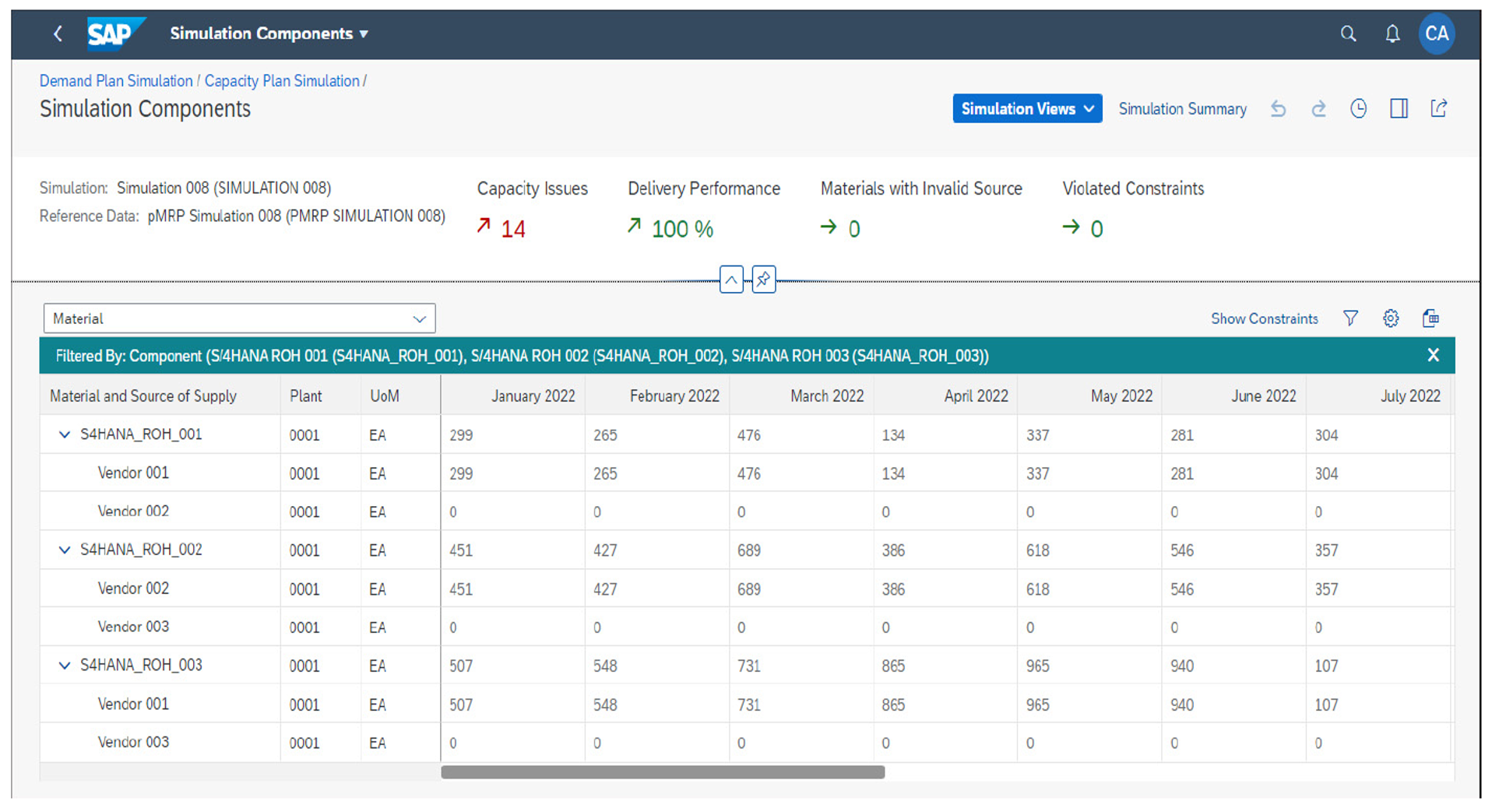
Very often, especially in companies using just-in-time (JIT) production, the raw material forecast should be shared with raw material suppliers so that their production is aligned with the company’s production schedules, increasing efficiency and allowing both to reduce stock and inventory costs. Companies can use the pMRP simulation as an input for raw material suppliers, sharing the required quantity for each product with its respective supplier or releasing planned independent requirements (PIRs) for the components based on the simulated component quantities. Below shows the Simulation Components screen, where you can see a table with the quantity required for each component from each vendor. You can even download this table as a spreadsheet and share it with suppliers.
From a more strategic perspective, the purchasing department also can use the pMRP inputs to negotiate contracts with suppliers, using predicted quantities to get a better price on raw materials. They can also use the pMRP inputs to identify the need to find or develop new sources of supply when the demand will increase more than the supplier can provide.
Learn MRP in Our Rheinwerk Course!
It’s time to master MRP! This course guides participants through the steps of the MRP run, from setting up integral master data to configuring its outputs for optimized analysis. Explore advanced functions and the what-if scenario planning capabilities of SAP S/4HANA! Get access to course recordings by clicking the banner below.

Editor’s note: This post has been adapted from a section of the e-book Introducing Predictive Material and Resource Planning (pMRP) with SAP S/4HANA by Caetano Almeida.


Comments